 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese


 Send Inquiry
Send InquiryBelt Weigher
Belt Weigher Specification
- Application
- Mining, Cement, Aggregate, Chemical, Fertilizer, Power Plants
- Connectivity Type
- Wired
- Display Type
- Digital
- Automatic Grade
- Automatic
- Power Source
- Electric
- Usage
- Continuous dynamic weighing of bulk materials
- Function
- Automatic weight measurement on conveyor
- Interface
- RS232/RS485
- IP Rating
- IP65
- Size
- Customizable as per application
- Features
- Real-time data logging, Overload alarm, User-friendly operation
- Product Type
- Belt Weigher
- Weighing Scale Type
- Laboratory Balance
- Material
- Plastic
- Power Supply
- 220V
- Monitor Display
- Digital
- Load
- Up to 100 tons/hour
- Accuracy
- 0.5% to 1% of totalized load
- Capacity Range
- 1 to 500 tons/hour
- Color
- Grey
- Data Output
- Totalized weight, Flow rate, Belt load
- Controller Type
- Microprocessor based integrator
- Alarm System
- Overload or Fault Alarm
- Software Support
- PC Integration Software available
- Calibration
- Automatic and Manual
- Operating Temperature
- 0C to 50C
- Belt Width Compatibility
- 400 mm to 2000 mm
- Mounting Type
- On Belt Conveyor Frame
- Belt Speed
- 0.1 4.5 m/s
- Communication Ports
- USB/Ethernet (Optional)
- Maintenance
- Low maintenance design
Belt Weigher Trade Information
- Minimum Order Quantity
- 10 Units
- Supply Ability
- Unit
- Delivery Time
- Days
About Belt Weigher
With the help of our expert professionals, we have been able to offer Belt Weigher as the manufacturer and supplier. Offered products are manufactured in compliance with the approved industry norms under the stern guidance of our expert personnel. Customers can purchase these products in a convenient manner and as per their requirements & demands. The entire range of Belt Weigher is available at reasonable rates to gain maximum client contentment.
Features:
- Efficient performance
- Reduced maintenance cost
- Sturdy design
Belt Weigher & Weigh Feeders
We are the leading manufacturer of conveyor belt scales for various industries including but not limited to aggregates, mining, portable crushing, scrap, and agriculture. The Belt-Way Conveyor Belt Scale features an easy to install, modular design. Our state of the art, in-motion weighing system delivers outstanding accuracy and unmatched repeatability.
Our revolutionary belt scale controller allows you to increase the efficiency of your operation like never before. The operator can easily interact with multiple scales at the plant and the supervisor can monitor production from the office on a PC or hand held device.
Highly Accurate Real-Time Bulk Weighing
The Belt Weigher is engineered to deliver consistently accurate measurements for materials moving on conveyor belts. Utilizing a microprocessor-based integrator, the system ensures weight calculations remain within 0.5% to 1% of the totalized load, making it ideal for mining, cement, and chemical industries. This precision helps optimize processing, improve inventory management, and ensure compliance with quality standards in demanding industrial environments.
Flexible Integration and User-Friendly Operation
Integration with your facility's digital ecosystem is simple with USB/Ethernet ports and RS232/RS485 interfaces. The belt weigher's user-friendly controls and digital display streamline both manual and automatic calibration. Real-time data logging, overload alarms, and optional PC integration software facilitate convenient data management and proactive operation monitoring, supporting efficient workflow and process improvements.
FAQ's of Belt Weigher:
Q: How does the Belt Weigher operate on a conveyor system?
A: The Belt Weigher mounts directly onto the conveyor frame and measures the weight of bulk materials in motion using a laboratory balance-type load cell. It calculates totalized weight, flow rate, and belt load in real time, ensuring continuous and automatic weight measurement as materials are conveyed.Q: What industries can benefit from installing this belt weigher?
A: This system is tailored for industries handling bulk materials, including mining, cement, aggregates, chemicals, fertilizers, and power plants. Its robust design and flexible features support accurate material tracking and efficient production processes across these sectors.Q: When should calibration of the belt weigher be performed?
A: Calibration may be conducted either automatically through the controller or manually by operators. Regular calibration is recommended during installation, after conveyor maintenance, or when integrating the device with new control systems to assure accuracy.Q: What are the data output and communication capabilities of the system?
A: The belt weigher offers digital outputs for totalized weight, flow rate, and belt load. Communication can be achieved through RS232/RS485, USB, or optional Ethernet ports, and PC integration software enables seamless data logging and monitoring.Q: Where can this Belt Weigher be installed?
A: It is designed for on-frame conveyor installation, compatible with belt widths from 400 mm to 2000 mm and customizable to fit different conveyor sizes. Its weather-resistant IP65 rating ensures reliable performance in various industrial settings, both indoor and outdoor.Q: What maintenance is required for this system?
A: The Belt Weigher features a low maintenance design. Routine inspection for physical damage, periodic calibration checks, and cleaning of load cells and digital displays help maintain optimal performance over time.Q: What are the main advantages of using this Belt Weigher?
A: Key benefits include real-time, high-accuracy weight measurement, automatic overload alarms, simple calibration, durable construction, user-friendly operation, seamless PC connectivity, and reliable data for process optimization and reporting.

Price:
- 50
- 100
- 200
- 250
- 500
- 1000+

More Products in Industrial Scale Category
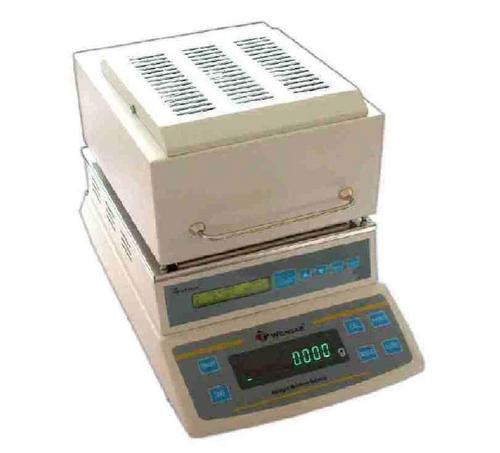
Moisture Balance
Price 72000 INR / Unit
Minimum Order Quantity : 1 Unit
Accuracy : 0.01g
Product Type : Moisture Balance
Weighing Scale Type : Laboratory Balance
Power Supply : 220V

Belt Scale & Weigh Feeder
Price 50000 INR
Minimum Order Quantity : 1 Unit
Accuracy : 0.5% to 1%
Product Type : Belt Scale & Weigh Feeder
Weighing Scale Type : Laboratory Balance
Power Supply : 220V
Industrial Table Top Weighing Scale
Price 10000 INR
Minimum Order Quantity : 1 Unit
Accuracy : 1 g
Product Type : Industrial Table Top Weighing Scale
Weighing Scale Type : Laboratory Balance
Power Supply : 220V

Industrial Balance
Price 20000 INR
Minimum Order Quantity : 1 Unit
Accuracy : 0.1 kg
Product Type : Industrial Balance
Weighing Scale Type : Laboratory Balance
Power Supply : 220V
GST : 07AGQPG8382B1Z8



 |
SWASTIK SYSTEMS & SERVICES
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
